TM 9-2350-247-34
REPAIR POWER PLANT SLING (M548A3) — Continued
0051 00
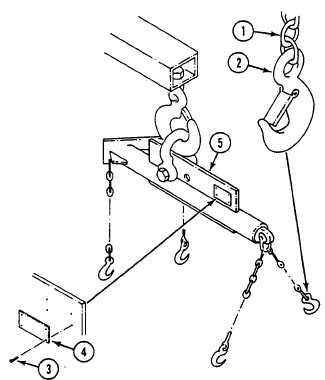
REPAIR BEAM ASSEMBLY
1.
Repair cracked or torn welds by machining or grinding the defective beam assembly (5) to approximately 1.0 inch
beyond the defect. Minimum root dimension should be 1/16 inch (1.6 mm) radius. The base metal is aluminum, class
5083-H32. Use gas metal-arc welding process (GMAW) and ANSI/AWS A5.10, class 5356 electrode, weld size 1/4 inch
(6.4 mm) minimum per MIL-W-45305, class A.
2.
Inspect beam assembly (5) for undercut, overlap, surface cavities, surface cracks in weld metal, or in heat-affected zone
of base metal, and lack of weld penetration defects.
FOLLOW-THROUGH STEPS
1.
Test load power plant sling (WP 0050 00).
2.
Complete required forms.
END OF TASK
0051 00-5/6 blank