TM 9-2350-247-20-3
REPAIR HULL BY WELDING — Continued
0406 00
a.
Always use clean wire. Filler wire polluted by grease, oil, dust, or shop fumes causes porous welds.
b.
After welding, cover wire to prevent pollution.
c.
Store covered wire in warm, dry place.
4.
Cleaning of Welding Surfaces. Remove oxides, grease, oil films, and all foreign matter from joint before welding. Brush
well with clean stainless steel wire brush to lower oxide level. Wipe edges of joint with clean cloth dipped in solvent
such as alcohol or acetone to remove remaining foreign matter. Let surfaces dry before welding.
5.
Fit-Up and Tacking. Good joint fit-up makes welding easier, saves filler wire and gas, and helps get high quality welds.
You must tack weld to hold the joint members in place if you don’t use jigs. Tack welds should be small, neat, and
placed right to keep parts lined up right before and during welding.
6.
Welding Unequal Sections. When welding unequal sections, direct arc against heavier piece to fuse the two edges
evenly. Watch weld pool edges rather than arc to ensure that weld pool edges fuse properly.
7.
Multipass Welding:
a.
Make sure edges of weld pool fuse right. Watch weld pool edges rather than arc. Any oscillating or weaving
motion should be slight, smooth, and slow.
b.
Brush material with clean stainless steel brush after each pass.
c.
On small weldments, lower amperage slightly after each pass if welding members become too hot.
8.
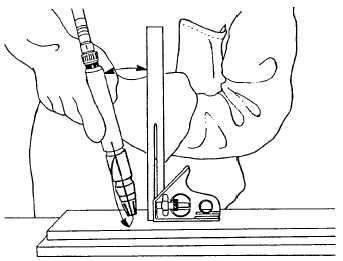
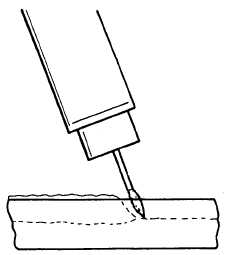
Lead Angle and Cant Angle. Place gun for lead angle of 10 degrees to 15 degrees off vertical. Point gun in direction of
weld travel for good gas coverage, cleaning, and preheating of material. Place gun for cant angle of 90 degrees to parent
metal so filler wire and arc are directed toward apex of groove. This will give equal fusion on both sides of material,
even weld buildup, good gas coverage, and equal penetration.
9.
Nozzle Clearance. Keep nozzle clearance of 1/2 to 5/8 inch (13 to 16 mm) for good gas coverage. Wrong nozzle
clearance will cause the following:
a.
Oxidize deposits in the weld bead.
b.
Gas bubbles in the weld.
c.
No cleaning action on the material in front of the weld pool.
10. Arc length. You will hear a slight hissing or smooth buzzing when the right arc length is struck.
END OF TASK
0406 00-5/6 blank